






客户痛点
- 缺少专属定制模具,圆柱形产品难以精准匹配成型,影响包装外观和合格率;
- 普通膜材宽度和强度有限,运输储存过程中破包、漏气风险高;
- 无气调保护,杏仁和干果容易氧化变质,影响口感和品质;
- 缺少多头称重与填装一体化系统,人工操作多、产能瓶颈突出;
- 单一称重系统产线灵活性差,无法满足多品种多规格的生产节奏。
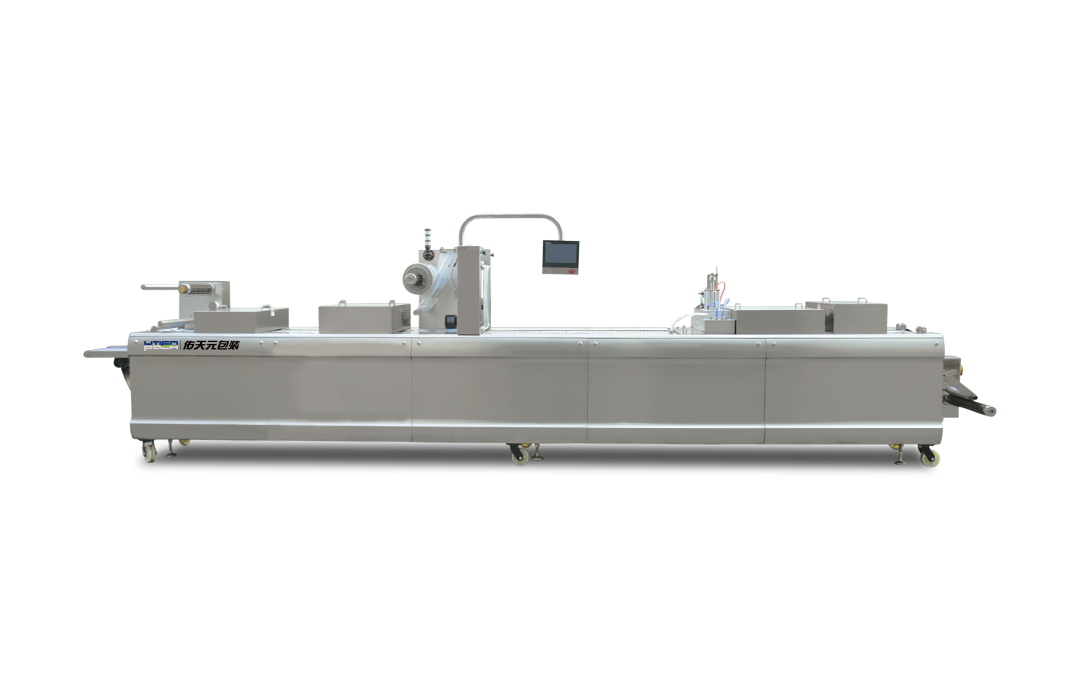
解决方案
佑天元包装提供了RC-Y硬膜全自动热成型气调包装机,其特点包括:
- 根据客户产品特性定制的圆柱形模具设计;
- 采用宽度为422mm的硬膜保证包装强度;
- 采用气调包装(MAP)以延长杏仁及干果的保鲜/货架期;
- 配备全自动多头称重机与定制化的填装生产线方案;
- 配置两套全自动称重系统以适应不同产品的包装速度需求。
成果
产能提升
通过自动化称重和填装轻质不规则产品(如葡萄干和杏仁),显著提升了产能。

环保安全
通过全自动化设备,显著降低了人工接触点,减少污染风险,符合澳大利亚严格的卫生标准。
模块设计
通过设计不同尺寸模具实现灵活包装,帮助Maxwell在不更换生产线的基础上扩展其SKU数量。
其他案例
-
 加拿大面包包装解决方案客户是一家加拿大面包制造商,有定制全自动超大尺寸包装设备的需求,用以容纳大体积面包和烘培产品。由于产品体积较大,对设备成型与封口精度与均匀性提出挑战,同时需保障烘培产品的新鲜度并确保有效延长货架期。了解详情
加拿大面包包装解决方案客户是一家加拿大面包制造商,有定制全自动超大尺寸包装设备的需求,用以容纳大体积面包和烘培产品。由于产品体积较大,对设备成型与封口精度与均匀性提出挑战,同时需保障烘培产品的新鲜度并确保有效延长货架期。了解详情 -
 美国黄油包装解决方案客户是一家知名的美国黄油生产商需要一套符合美国当地食品生产加工卫生标准、且适合半流体物料的一体化全自动包装系统以满足美国食品安全法规要求。同时,客户需要设备可以拓展多功能整线需求,包括自动填装,金属检测,称重检测等来减少人工操作带来的食品污染问题。了解详情
美国黄油包装解决方案客户是一家知名的美国黄油生产商需要一套符合美国当地食品生产加工卫生标准、且适合半流体物料的一体化全自动包装系统以满足美国食品安全法规要求。同时,客户需要设备可以拓展多功能整线需求,包括自动填装,金属检测,称重检测等来减少人工操作带来的食品污染问题。了解详情 -
 中东椰枣包装解决方案椰枣作为中东地区的主打农产品,需要耐用且高效的包装解决方案。考虑到椰枣表面粘性大且旺季产量高,客户要求设备能长时间高效稳定运行,尤其在生产旺季阶,天气炎热,湿气较重的生产环境下保证封口稳定性和设备的安全性。了解详情
中东椰枣包装解决方案椰枣作为中东地区的主打农产品,需要耐用且高效的包装解决方案。考虑到椰枣表面粘性大且旺季产量高,客户要求设备能长时间高效稳定运行,尤其在生产旺季阶,天气炎热,湿气较重的生产环境下保证封口稳定性和设备的安全性。了解详情